Press brake – Failure and ejection of high tensile steel plate
Issued: 13/07/2023
Last Updated: 13/07/2023
Purpose
The purpose of this safety alert is to demonstrate the risks of working with press brakes when forming high tensile or high strength steel (HSS) plates.
Note: The information in this alert is provided as general guidance only. The manufacturer or supplier of high tensile steel plate should be consulted to obtain detailed information on the requirements for specific materials that are intended to be formed using a press brake.
Background
In March 2023, a worker was fatality injured while operating a hydraulic press brake at a metal fabrication workplace. A large piece of steel plate struck the operator rapidly as it was ejected. A 10 mm high tensile plate was being formed using the press brake, with punch and die tooling used to air bend[1] the plate. The steel plate suddenly fractured along the bend line and was violently ejected and ricocheted off the press. Figure 1 shows an example end profile of a punch and die, and air bent workpiece (e.g., steel plate).
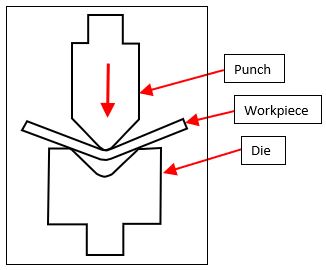
Figure 1 – Example end profile of press brake punch and die, and air bent workpiece.
[1] Air bending means the workpiece is bent without being pressed into the bottom of the V-opening of the die. Bottom bending refers to the workpiece being pressed to the bottom of the V-opening of the die.
Contributing factors
Preliminary findings indicated the steel plate suddenly fractured during the bending process and was ejected from the press brake at high speed. The investigation into the incident is ongoing.
The process of bending steel (either sheet or plate) with a press brake has been in use for a long time. Since the early 1980’s, there has been some general rules for fabricators to follow when bending mild steel sheet or plate. Typically, lower grade mild steels have lower carbon content, lower tensile strength, and are more ductile (i.e., less brittle) than higher strength steels. Whereas higher grade, high strength steels, typically have greater carbon content and/or other alloying elements and may be heat treated (i.e., quenched and tempered). Typically, the higher the grade of steel, the greater the tensile strength, but their increased resistance to bending may increase the risk of cracking and brittle failure.
Manufacturers of high tensile steel plates often provide technical information about different steel grades and their properties. This may include information about whether the material can be bent and limitations for the bending process. For example, for any given grade of steel, the manufacturer may specify the minimum bending radius (r) of the punch forming tool (inner radius of the formed material) and the minimum width (w) of the die opening for a specific thickness (t) of material. (Note: these may be provided as ratios (r/t), (w/t)).)
Figure 2 below shows the tooling dimensions that a manufacturer or supplier may specify for bending different grades and thicknesses of steel.
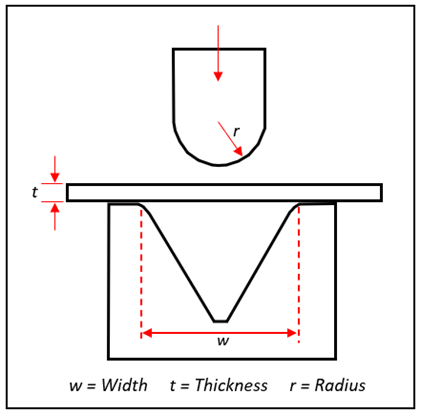
Figure 2 – Example of tooling dimensions a manufacturer or supplier may specify.
A manufacturer’s recommendations for bending high tensile steel are critically important for avoiding cracking and rapid fracture. This includes the use of a suitably sized punch and die tool set for specific grades and thicknesses of steel sheet or plate. If the punch and/or die tool set has dimensions that are less than those specified by the steel plate manufacturer, this may lead to the material on the underside of the bent plate exceeding the yield stress (i.e., overstretching), and may result in cracks forming.
High energy can also be stored in the steel plate during the bending process, due to the ’spring back’ properties of the material. This stored energy has the potential to further contribute to the rapid acceleration of crack growth once formed.
Higher grade steels with less ductility are more susceptible to brittle modes of failure than low grade steels. Therefore, if higher grade steels are bent with too small a punch radius and/or die opening, this increases the risk of the steel plate fracturing rapidly, in a brittle manner, and parts of the workpiece rapidly ejecting due to the sudden release of stored energy.
There are a number of factors that require control measures to be implemented, in order to minimise the risk of high strength steels catastrophically failing when being bent.
Note: The following list is not intended to be detailed or exhaustive. Factors to consider include:
- The punch forming radius and the width of the die opening dimensions specified by the steel plate manufacturer.
- The radius of the shoulders of the die opening specified by the steel plate manufacturer.
- For any given grade and thickness of plate, the minimum bending radius and die opening may differ depending on whether the plate is bent laterally or longitudinally (i.e., across or in-line with the steel grain, (plate rolling direction when it was manufactured)).
- Flame cut edges may require the heat affected zone to be removed.
- Edges of steel plates may be required to be ground or smoothed, or corners rounded prior to bending.
- Surface imperfections on the plate may be required to be removed/prepared by grinding.
- Bending welded plate, or in the vicinity of welds, may not be allowed or recommended.
- Adverse effects of bending steel at temperatures lower than recommended may require larger bending radii and die openings to be used.
- Adverse effects of bending in a single press, instead of incrementally may require larger bending radii and die openings to be used.
- Reducing the lowering speed of the press punch can reduce the likelihood of cracking (i.e., the strain-rate of the material may require slow forming to allow time for the material to ’flow’).
- Re-bending or straightening existing bends may increase the risk of failure.
- Lubrication between the workpiece, or punch and die, may be recommended.
- The grade of steel selected, is correct for the job, work order, and design drawings.
- The correct parameters of material properties and press settings are correctly set/programmed.
Action required
Persons conducting a business or undertaking (PCBUs) that are involved in forming (bending) high strength steels, should take immediate actions to:
- Ensure the steel plate manufacturer’s (or supplier’s) current information is available for the materials being formed.
- Ensure appropriate documentation for steel material supplied such as mill certificates is available.
- Ensure suitable tooling in accordance with manufacturer’s recommendations is available to workers.
- Implement all other manufacturer’s recommendations in relation to the inspection and preparation of materials and the bending process.
- Review and update the risk assessment for bending operations and ensure that suitable control measures are implemented to minimise the risks associated with potential catastrophic failure of high strength steel.
- Review and update procedures and production documentation to ensure they are consistent with the control measures identified in the risk assessment and the manufacturer’s recommendations where appropriate.
- Ensure that workers are trained and supervised in accordance with the procedures and are deemed competent to follow information provided in production documentation and carry out the tasks required.
- All procedures, training and competence assessments should be documented.
In addition to reviewing the risk assessment and procedures in accordance with the steel plate manufacturer’s recommendations, PCBUs should also consider additional control measures to account for foreseeable misuse. For example, a worker may inadvertently select an incorrect tool set or steel plate (e.g., higher grade or thickness) or enter an incorrect setting or parameter into the press, which may increase the risk of a catastrophic failure.
Additional control measures that minimise the risk of injury to workers should be considered.
For example, the use of automatic plate lifters suitable for the press may eliminate the need for workers to be in the vicinity of the workpiece to support it in position as the press closes to bend the material. In this instance, the operational controls and operator can be positioned further away from the workpiece near one end of the press. Therefore, they are not near the bending zone or in the firing line if the workpiece is ejected outwards from the side of the press.
Additional guarding should also be considered to prevent the operator and other people in the vicinity of the plant from being struck by ejected parts. Any guarding should be designed to safely withstand impact loadings if broken pieces are ejected at speed.
PCBUs should consult with the steel plate manufacturer before any proposed work outside of the manufacturer’s recommendations is carried out. Alternatively, PCBUs should engage a competent person, such as a suitably qualified professional engineer, to provide advice regarding any proposed work outside of the manufacturer’s recommendations, including advice on whether there are any other more suitable forming or fabrication processes available to carry out the work.
Further information
- Refer to the specific manufacturer’s/supplier’s information and recommendations for bending specific material/s
- Managing the risks of plant in the workplace Code of Practice 2021 (PDF, 1.57 MB)
- How to manage work health and safety risks Code of Practice 2021 (PDF, 0.65 MB)